Насущная задача производства - экономия ресурса и сырья. Попытаемся поработать над стойкостью поршня большого диаметра (100мм)
Для литейных машин с холодной камерой прессования (как, впрочем, и с горячей камерой прессования) используется сменный поршень для запрессовки алюминия в пресс-форму. Ресурс поршня определяется кучей факторов, начиная от используемого металла, и заканчивая качеством смазочных материалов. Однако менять поршень нужно и нужно менять часто. Замена производится на новый аналогичный. В производстве поршень является, хоть и не дорогой деталью, но совсем не копеечной ). Использованный поршень утилизируется как чугун. Интересная хитрость (для не посвящённого человека) в том, что переплавить этот поршень можно только в серый чугун, однако выполнен он из высокопрочного чугуна. Получается, в этом направлении экономить можно, но сложно. Некоторые заметки по чугунам pdfВысокопрочный чугун с шаровидным графитом (96 KB) .
Хитрые итальянцы придумали не менее хитрый поршень, в котором уплотнение поршня в заливной втулке (ещё её называют "стаканом") осуществляется с помощью кольца, но не узкого, как в поршнях двигателя внутреннего сгорания, а широкого и медного. Интересное ноухау итальянцев состоит в том, что распор кольца в стакан осуществляется этим же расплавом при первой запрессовке. После уплотнения, я так понимаю, происходит кристаллизация металла под кольцом и поршень продолжает работать.
Об этом прямо заявляется на официальном сайте:
The innovation of the Copromec injection system consists in the use of the energy of molten aluminum: the molten aluminium flows through the channels on the plunger tip head under the ring, so that it pushes the ring against the inner walls of the shot sleeve.
Купив такой поршень в сборе со сменными кольцами (заметьте, уже меняем не поршень, а сменные кольца) мы ищем условия, при которых мы его "обкатаем". Как-никак стоимость такого поршня составляет почти 2,5 тыс баксов, поэтому испортить такую штуковину одним комплектом совсем не хочется. А вот вариант при испытаниях потерять одно медное колечко, коль уж что-то пойдёт "не так", нас вполне устраивает.
Итак, берём изношенный чугунный поршень, берём хитрое медное итальянское кольцо и точим. Точим, конечно же, старый поршень для посадки медного кольца, делаем отверстия для инжекции расплава под кольцо и проверяем.
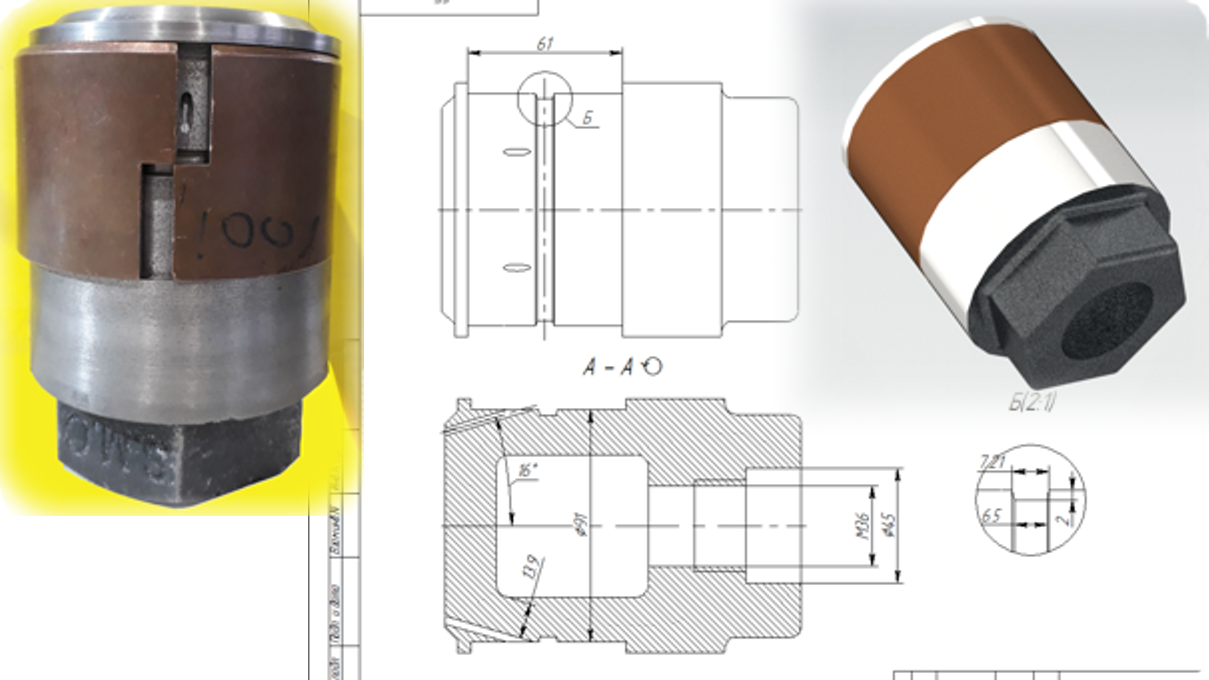
Ориентировочная схемка этой проточки на рисунке. Нужно отдать должное нашим заокеанским друзьям - они отлично всё придумали. Хотя этой задачкой мы интересовались и раньше, медное кольцо мы, почему-то не рассматривали...
Итак, результирующий поршень без кольца показан на фотореалистичном изображении слева.
Справа же, изготовленный поршень с одетым колечком, снимать не стал, это хлопотное дело. В разрезе медного кольца хорошо просматривается выход отверстия расплава под кольцо. Замечу, что при установке кольца в "стакан", разрез смыкается.
Посмотрите, пожалуйста, на ориентацию поршня - на оригинальном рисунке кольцо ориентировано фаской назад, я ошибся, что фаска нужна для облегчения установки поршня. Дальше практика покажет, для чего всё-таки нужна эта фаска..
В октябре 21 проведены испытания нашего поршня:
Выявлены существенные недостатки конструкции. Каким образом на нашем образце специалисты Копромек хотели реализовать их ноу-хау не понятно. Вот в чём дело - сквозь маленькие отверстия расплав туда просто не заливается (или заливается в микроскопических количествах). Поэтому самоуплотнение за счёт залива расплава под кольцо не выходит. Фотографии разбора нашего поршня справа. Видно, что слоя расплава под кольцом там не получилось и получиться не могло - расплав схватывается в каналах и сидит там довольно прочно.
Особенностью запуска тонкостенного изделия при литье алюминия под давлением, является то, что первые отливки выполняются на низком давлении для выравнивания температуры формообразующей. Впрыск первых отливок под номинальным давлением приводит к заклиниванию отливки и, как следствие, повышенному износу пресс-формы.
Для решения этой проблемы создана рабочая группа и продолжается работа.
Фотопоследовательность разборки поршня, смены кольца:
В окончании статьи хотел бы заметить, что использование идея воспроизведения технологии уплотнения поршня медным кольцом служит только интересам познания природы и не планируется к использованию в коммерческих целях. Кроме того, изучаются вопросы сохранения окружающей среды и углеродного следа от использования технологии.















